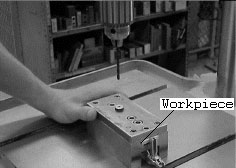
| Because of the forces being created when drilling, all workpieces must be held securely. There are a number of forces being created when drilling: the downward pressure that the tool is creating while trying to bite into the workpiece, but also the forces of the workpiece trying to climb up the flutes of the drill(Figure 1). A very serious injury can occur when a drill gets caught in a workpiece and is spun around. It is of great importance that we adhere to all safety practices and make sure that all work is held securely in the proper type of work-holding device. |
|
Drill Press Vise
|
|
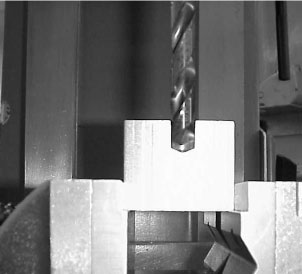
The drill press vise is by far the most common type of work-holding device used on the drill press. Modern drill press vises are capable of holding round stock, flat stock, or any other small parallel-sided parts. Most drill press vises come equipped with V shaped slots for holding round stock and stepped jaws for holding parts up off of the base of the vice (see Figure 2). This will avoid contact between the drill and the vise. |
Angle Vise
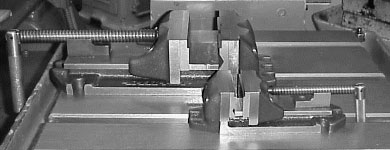
| Angle vises are used when an angular hole needs to be drilled into a
part(Figure 3). Angle vises have an angular adjustment that allows
the operator to tilt the vise.
Another method of drilling angular holes, on certain types of drill presses, is by tilting the drill press table. |
|

Angle Plates
Angle plates (Figure 4) are used when drilling odd-shaped parts that need to be drilled at 90 degrees to the axis of the table. An angle plate is an L-shaped piece of cast iron or steel that has tapped holes or slots to facilitate the clamping of the workpiece.
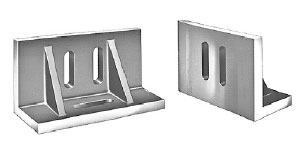
Figure 4 Angle Plates
V-Blocks
V-Blocks hold and support round work for drilling (Figure 5). V-Blocks come in many different sizes.
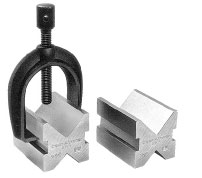
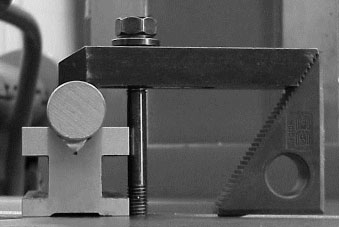
Figure 5 V-Blocks
V-blocks typically come in sets of two and have clamps for holding small, round parts. Large, round parts supported by V-Blocks are typically clamped directly to the table.
|
|
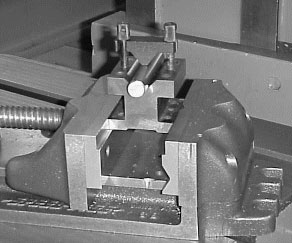
Small V-blocks with clamps are usually held in a vise(Figure 6). |
Direct Workpiece Mounting
| Work that is too large or has an odd configuration is customarily
bolted directly to the table (Figure 7). This method of work holding
takes the most ingenuity and expertise.
There are a number of accessories that can be used to help you set up parts. |
|
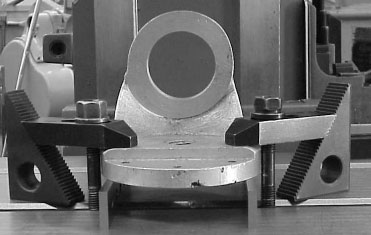
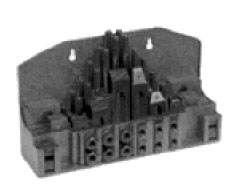
| A variety of commercially available clamp sets can be used for
directly mounting workpieces (Figure 8).
|
|
Parallels
| Parallels are pieces of steel bar stock accurately machined so that the opposing sides are parallel to each other(Figure 9). Parallels are provided in sets of two with identical dimensions. Parallels are used to provide clearance under the work so that the drill does not damage the machine table or the vise base(see Figure 7). |
|
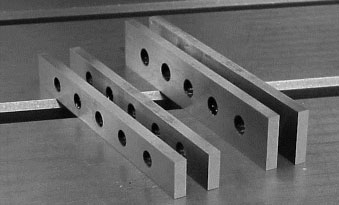
Figure 10 shows some acceptable and unacceptable clamping
practices while using clamps and parallels. Study them carefully.
Figure 10 Clamping Practices
Drilling Jigs
| Drill jigs are tools built exclusively to hold the workpiece. Accurately guide a tool to the proper location on the part (Figure 11). Jigs are typically found in a production atmosphere where a large quantity of the same parts need to be drilled. |
|